


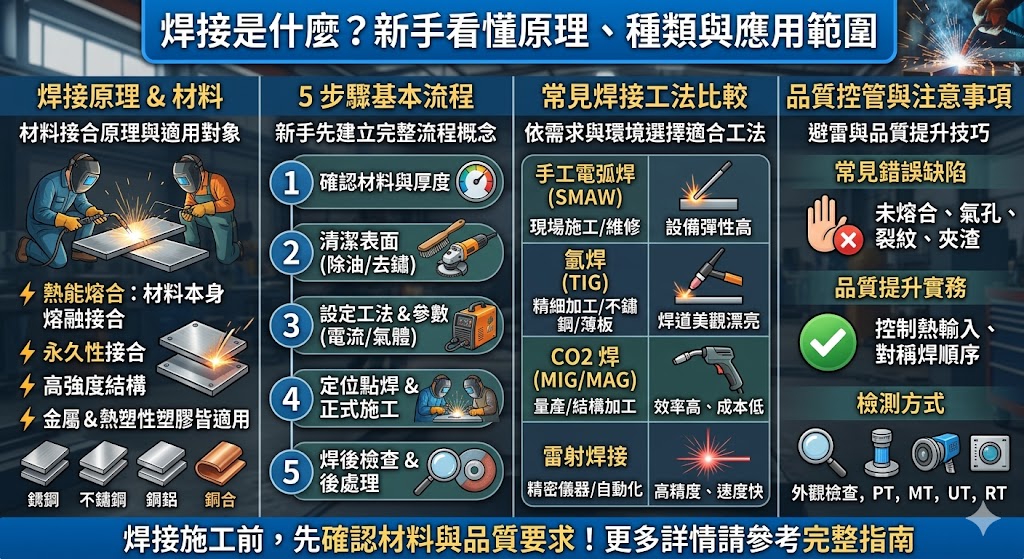
焊接是什麼?新手先理解材料接合原理
焊接是一種材料接合技術,主要透過高溫、壓力或填充材料,讓兩個以上的工件形成穩固連結。最常見的焊接對象是金屬,例如鋼材、不鏽鋼、鋁合金、銅材等;在部分產業中,也會使用熱熔方式接合塑膠或熱塑性材料。
對一般人來說,焊接最直覺的理解就是「把兩個零件牢牢接在一起」。但從工程角度來看,焊接不只是把材料黏住,而是讓接合區域在熱源、熔池、冷卻與結晶過程中形成結構強度。因此,焊接品質會受到材料種類、熱輸入、焊接速度、焊材選擇、坡口設計與操作技術影響。
焊接和鎖螺絲、鉚接有什麼不同?
鎖螺絲與鉚接屬於機械式接合,通常透過外部零件讓材料固定;焊接則是讓材料本身在接合處形成連續結構。簡單來說,螺絲可以拆,鉚釘多半屬於半永久固定,而焊接則通常被視為永久性接合。
也因為焊接能提供較高的結構整合性,所以常被用在需要承重、耐震、耐壓或長期使用的場景,例如鋼構廠房、機械底座、管路工程、車體零件與金屬製品加工。
為什麼需要焊接?常見應用與使用情境
焊接之所以被廣泛使用,是因為它能在材料之間形成高強度、穩定且相對節省空間的接合方式。當產品或工程需要承受重量、震動、壓力、溫度變化或長期使用時,焊接往往比單純鎖固更適合。
1. 鋼構與建築工程常用焊接
在建築與鋼構工程中,焊接常用於樑柱、支撐架、樓梯、平台、欄杆與金屬結構件。這類工程通常重視結構安全,因此焊接前需要確認圖面、材料、焊道位置與施工條件,避免後續產生變形、裂縫或承載不足。
2. 機械製造需要穩定接合
許多機械設備、機台骨架、輸送設備與金屬零件都會用到焊接。這類產品不只要求接合牢固,也會重視尺寸精度、平整度與後續加工需求。如果焊接熱變形控制不好,可能影響組裝精度與設備運轉穩定。
3. 管線與壓力容器重視密封性
管線工程、桶槽、壓力容器與流體設備常需要焊接。這類應用除了結構強度,還要重視密封性與耐壓能力。若焊道出現氣孔、未熔合或裂紋,可能造成滲漏、壓力失效或後續維修成本增加。
4. 金屬加工與客製製品使用彈性高
從鐵件加工、不鏽鋼製品、展示架、門窗、扶手到客製化金屬家具,焊接都能提供高度彈性。只要搭配切割、折彎、研磨與表面處理,就能完成不同尺寸與造型需求。
焊接怎麼做?5 步驟流程整理
焊接看似只是拿焊槍或焊條進行接合,但真正影響品質的關鍵,往往在前置準備與後續檢查。以下用 5 個步驟整理焊接基本流程,適合新手建立完整概念。
步驟 1:確認材料種類與厚度
不同材料適合的焊接方式不同。碳鋼、不鏽鋼、鋁合金與鍍鋅材料,在熱傳導、熔點、表面狀態與焊材選擇上都有差異。施工前先確認材料與厚度,才能判斷要使用電弧焊、氬焊、CO2 焊或其他方式。
步驟 2:清潔焊接表面
焊接區域若有油污、水分、鐵鏽、氧化層或塗裝,容易造成氣孔、夾渣、未熔合與焊道不穩。正式焊接前,通常需要打磨、除鏽、去油或清潔表面,讓母材與焊材能穩定熔合。
步驟 3:選擇焊接方式與參數
焊接方式會影響效率、外觀、成本與品質。例如氬焊焊道細緻、適合薄板與不鏽鋼;CO2 焊效率高,常用於鋼構與製造;手工電弧焊設備彈性高,適合現場施工。除了工法,也要調整電流、電壓、焊接速度與保護氣體。
步驟 4:進行定位與正式焊接
正式焊接前,通常會先做點焊或定位焊,避免工件移位。接著依照焊道順序進行施工,並控制熱輸入與焊接速度。對大型工件來說,焊接順序非常重要,錯誤順序可能造成翹曲、收縮或尺寸偏移。
步驟 5:檢查焊道品質與後處理
焊接完成後,需要檢查焊道外觀、尺寸、連續性與缺陷。常見後處理包含清渣、研磨、修補、校正變形、防鏽塗裝或表面拋光。若是高規格工程,還可能需要進一步做非破壞檢測。
焊接方式怎麼選?常見工法比較表
| 焊接方式 | 常見用途 | 優點 | 注意事項 |
|---|---|---|---|
| 手工電弧焊 | 鋼構、維修、現場施工 | 設備彈性高、適應環境廣 | 操作技術影響大,需清理焊渣 |
| 氬焊 | 不鏽鋼、鋁合金、薄板 | 焊道細緻、外觀漂亮、控制精準 | 速度較慢,對清潔度要求高 |
| CO2 焊 | 鋼材加工、機械製造、量產 | 效率高、成本較容易控制 | 需注意飛濺、氣體保護與參數穩定 |
| 點焊 | 薄板、汽車鈑件、金屬外殼 | 速度快、適合重複性加工 | 接合位置與壓力控制要穩定 |
選擇焊接方式時,不建議只看成本或速度。比較合理的做法,是先確認材料、厚度、外觀需求、強度需求與施工環境,再決定工法。若是承重結構或安全相關工件,更應以品質與穩定性為優先。
焊接常見錯誤有哪些?5 個避雷重點
焊接品質不穩,常常不是單一技術問題,而是前置準備、參數設定與施工習慣同時出錯。以下整理新手與現場施工常見的避雷重點。
- 材料沒清潔就焊:油污、鏽蝕與水分容易造成氣孔、夾渣與焊道不連續。
- 電流或電壓設定不對:太低容易未熔合,太高可能燒穿、變形或飛濺過多。
- 焊接速度不穩:速度忽快忽慢會讓焊道寬窄不一,影響外觀與接合品質。
- 忽略熱變形控制:大型工件若沒有安排焊接順序,容易產生翹曲與尺寸偏差。
- 焊後沒有檢查:只看表面漂亮不一定代表強度足夠,仍需檢查缺陷、尺寸與連續性。
實務上,很多焊接問題在正式施工前就能避免。例如先做試焊、確認參數、固定工件、清潔表面與安排焊接順序,都能明顯降低返工機率。
焊接品質怎麼提升?進階技巧與最佳實務
1. 先做試焊再正式施工
當材料、厚度或焊接位置不熟悉時,先用相同條件做試焊,可以確認電流、焊速、焊材與保護氣體是否合適。這個動作看似多花時間,但能大幅降低正式工件報廢或返工風險。
2. 控制熱輸入與焊接順序
焊接過程會產生熱收縮,若熱量集中在同一區域,工件容易變形。較好的做法是依照工件形狀安排對稱焊、分段焊或跳焊,讓熱量分布更均勻,降低翹曲與尺寸偏差。
3. 依需求安排檢測方式
一般工件可先透過外觀檢查確認焊道是否連續、是否有咬邊、裂紋與明顯氣孔。若是高安全需求的結構或壓力設備,則可依規範安排滲透檢測、磁粉檢測、超音波檢測或射線檢測。
4. 建立施工紀錄與標準流程
對工廠或工程團隊來說,焊接不應只依靠個人經驗。建立材料紀錄、參數紀錄、檢查表與標準作業流程,可以讓品質更穩定,也方便後續追蹤問題來源。
結論與下一步:焊接前該先確認什麼
焊接是一項兼具材料知識、設備操作與品質控管的加工技術。對新手來說,理解焊接的第一步不是急著操作設備,而是先搞清楚材料、工法、參數與檢查標準。只要前置判斷正確,後續施工品質會穩定許多。
在實際執行焊接前,建議先確認 4 件事:材料是否適合焊接、工件厚度與接合形式是否明確、焊接方式是否符合強度與外觀需求、焊後是否需要檢測或表面處理。這些條件先整理清楚,才能減少裂紋、變形、氣孔與返工問題。
CTA:若你正在規劃金屬加工、鋼構工程、機械製造或焊接施工內容,可先整理材料規格、尺寸圖、使用環境與品質要求,再與專業焊接廠商或技術人員討論,會更容易找到合適的施工方式。
焊接 FAQ 常見問題
Q1:焊接是什麼?和一般黏合有什麼不同?
焊接是透過熱能、壓力或填充材料,讓工件在接合處形成穩固連結。它和膠水黏合不同,焊接通常會讓材料本身產生熔合或結構性接合,因此常用在金屬工程與承重零件。
Q2:焊接有哪些常見種類?
常見焊接方式包含手工電弧焊、氬焊、CO2 焊、點焊與雷射焊接等。不同方式適合的材料、厚度、外觀要求與施工環境不同,選擇前應先確認工件需求。
Q3:新手學焊接要先了解什麼?
新手應先了解材料種類、焊接方式、設備安全、表面清潔、電流設定與焊道觀察。不要一開始只追求焊得快,應先練習穩定手法與基本安全觀念。
Q4:焊接為什麼會產生氣孔?
氣孔常見原因包含材料表面有油污、水分、鏽蝕,或保護氣體不足、焊接速度不穩。施工前做好清潔,並確認參數與氣體流量,有助於降低氣孔風險。
Q5:焊接後為什麼工件會變形?
焊接會產生局部高溫,冷卻後材料收縮不均,就可能造成翹曲或變形。可透過固定治具、分段焊、對稱焊與控制熱輸入來降低變形程度。
Q6:不鏽鋼適合用哪種焊接方式?
不鏽鋼常見會使用氬焊,因為焊道外觀細緻、控制性較好,也適合薄板與精細加工。不過實際仍要依厚度、強度需求、外觀要求與成本條件判斷。
Q7:焊接前為什麼要清潔表面?
表面若有油污、鏽斑、水氣或塗層,可能影響熔合品質,造成氣孔、夾渣或焊道不穩。焊接前清潔表面,是提升品質最基本也最重要的步驟之一。
Q8:焊接完成後需要檢查哪些地方?
焊後可先檢查焊道是否連續、是否有裂紋、咬邊、氣孔、過度堆高或未填滿。若是結構件或壓力件,還應依需求安排更進一步的檢測方式。
Q9:焊接會不會影響材料強度?
會。焊接區域受到高溫影響,可能改變材料組織與內部應力。只要工法、焊材、參數與冷卻控制得當,焊接仍能達到良好的結構強度。
Q10:焊接施工前要準備哪些資料?
建議先準備材料種類、工件尺寸、厚度、圖面、使用環境、外觀要求與強度需求。資料越完整,越容易選擇合適焊接方式,也能降低溝通落差與返工機率。
